Hofstetter has completed over 1900 Installations
worldwide
Enquire Now Regarding Our Full Range of Services and Products
For any inquiries or questions, please call: 02 4911 2260 or fill out the following form
BIOGAS
Biogas is produced by the anaerobic digestion or fermentation of organic matter including manure, sewage sludge, municipal solid waste, biodegradable waste, energy crops or any other biodegradable feedstock. Biogas is comprised primarily of methane and carbon dioxide. There are three broad categories of biogas sources. Each has slightly different raw gas characteristics:
wastewater treatment plants
anaerobic digesters (agricultural waste or other organic waste)
landfills
The biogas can be used for different thermal applications such as cooking, lighting, operating engines, generation of electricity and for making auto fuel.
Our gas treatment and flaring systems are designed both for fermentation plants for biomass and for plants for fermentation of sewage sludge. With both processes, the aim is the generation of “green” energy. This is achieved by destructing the gas before it is released to the atmosphere or generation of power via gas engine / boiler system. WGR can provide modular treatment systems tailored to the site-specific needs including:
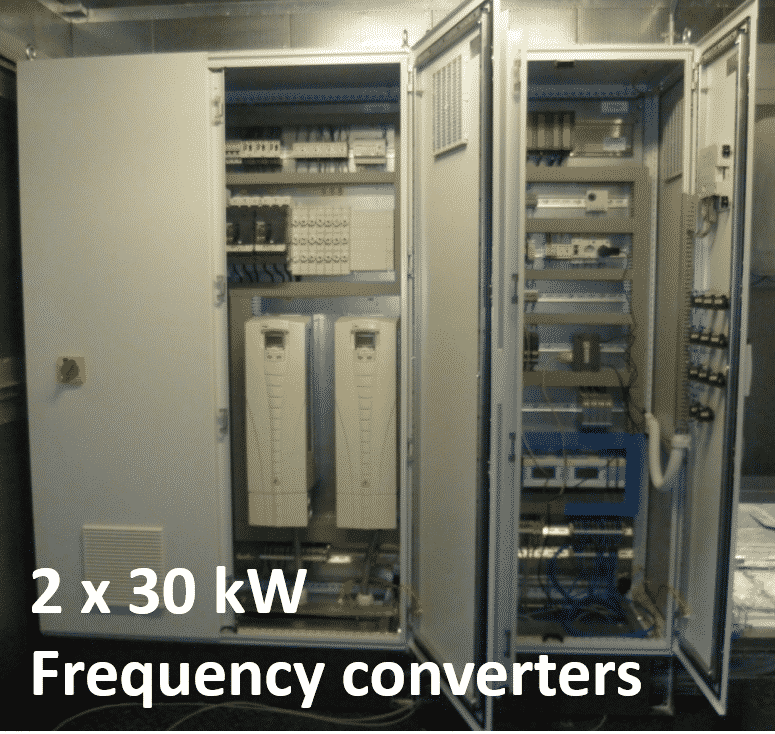
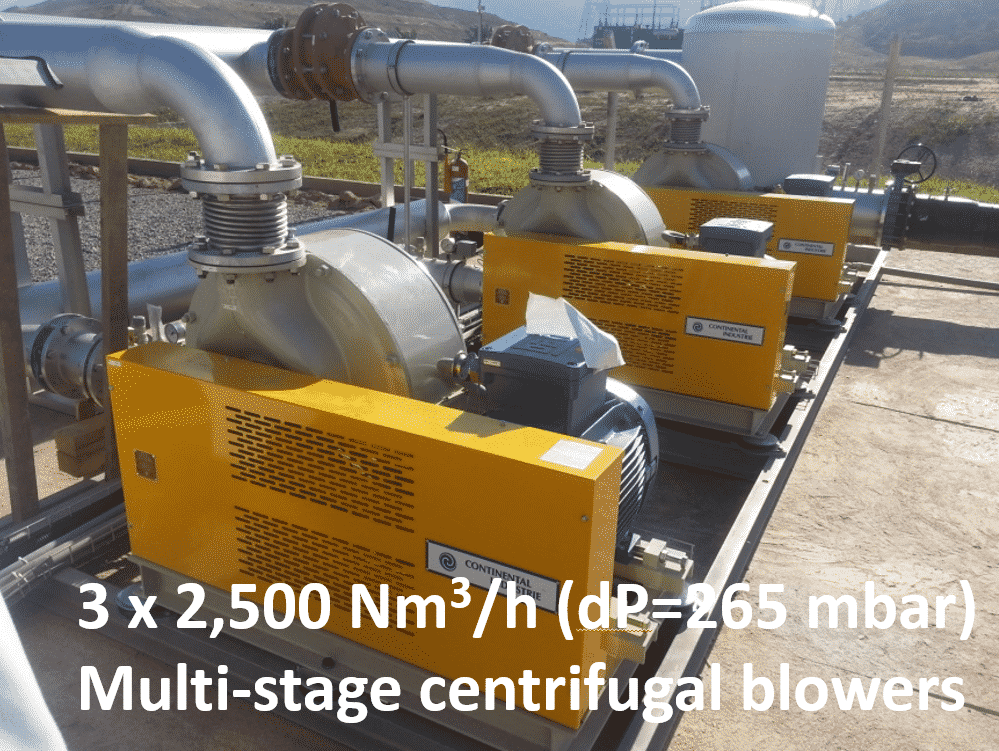
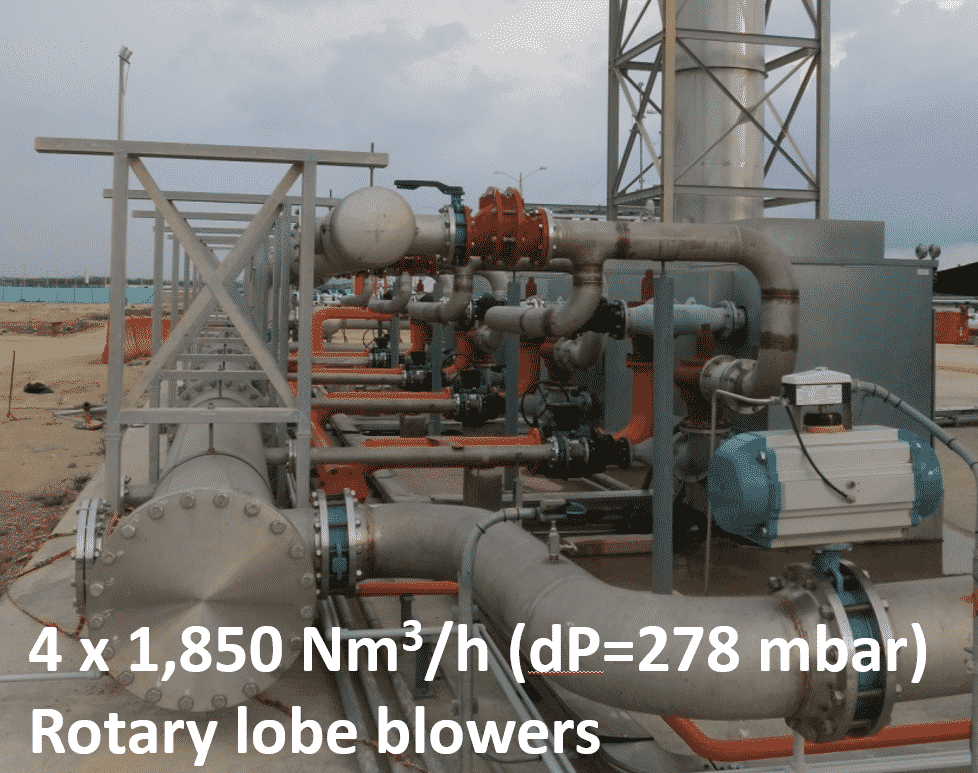
Gas compression
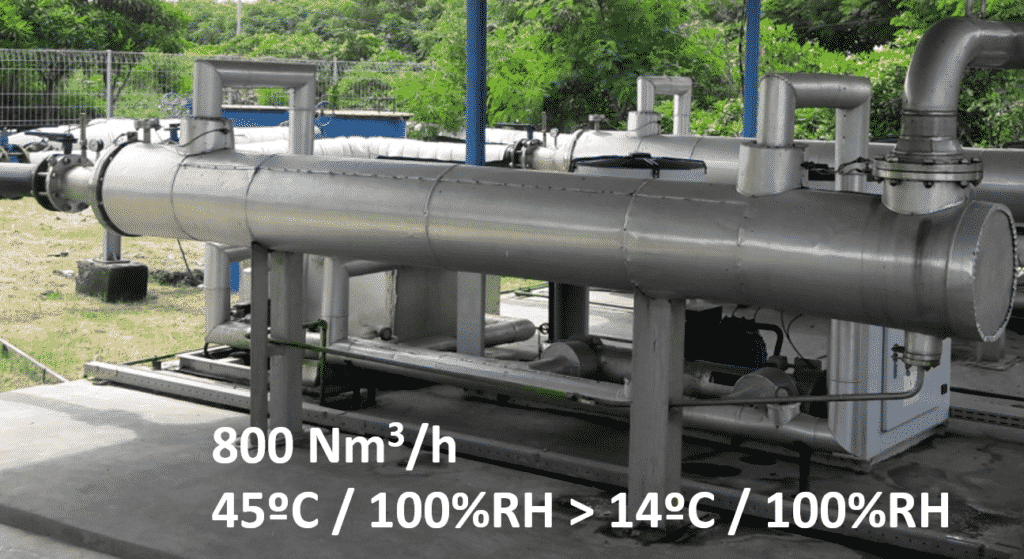
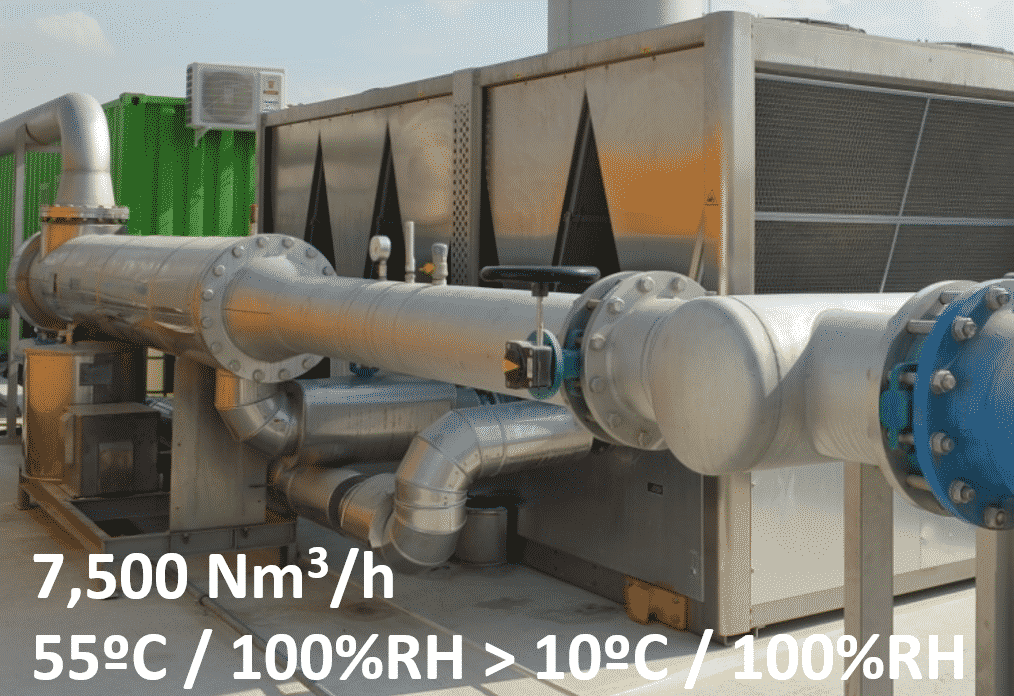
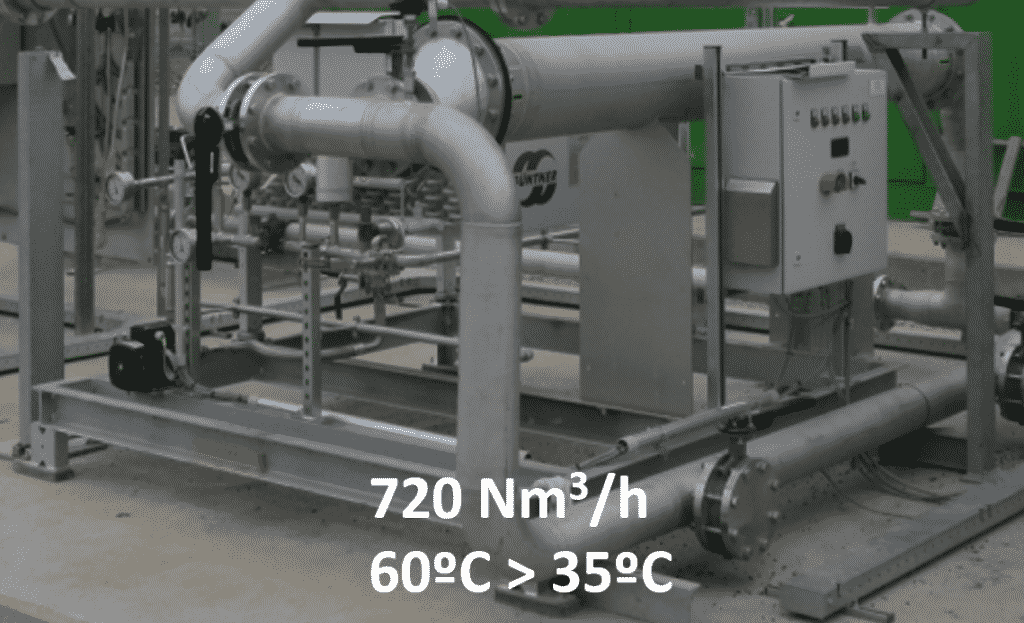
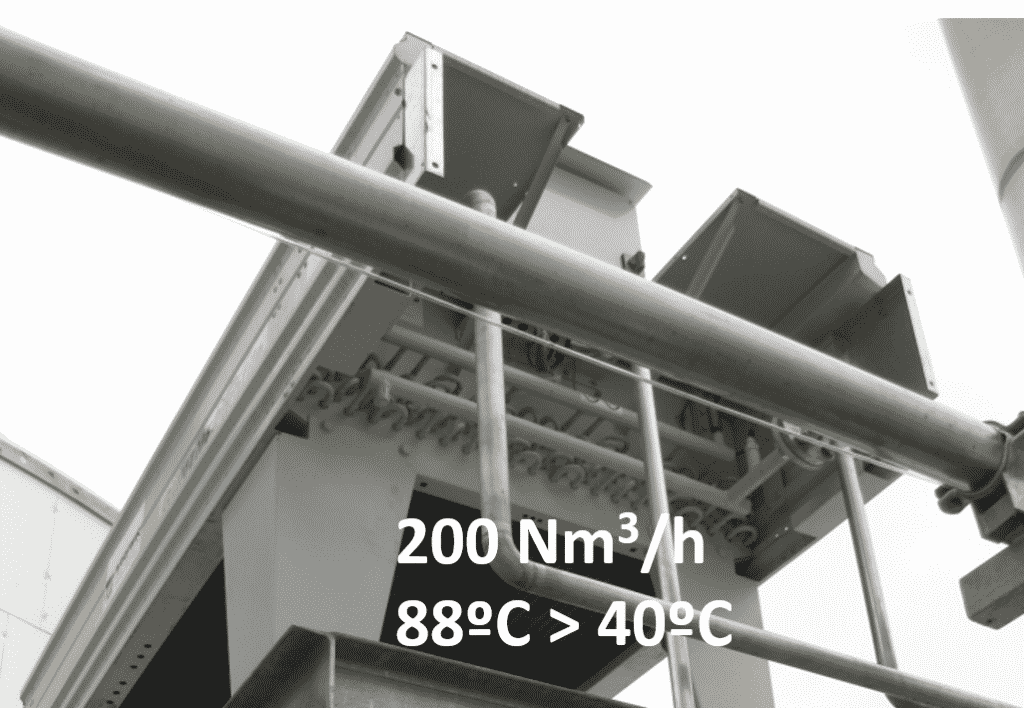
Gas cooling
Gas analysis
Gas de-watering
Gas particle filtering
Gas H2Sremoval (biological / chemical)
Gas Flaring
All systems come with integrated monitoring / SCADA networks
LANDFILL GAS
Landfill sites are filled with waste, methane gas is a by-product of the decomposing waste material. Landfill gas consists of approximately 20% – 50% methane, the remaining gases being carbon dioxide, nitrogen, and oxygen. Factors determining the amount of gas and the performance of the site include;
Type of waste
Size of facility
Age of facility
Landfill gas is collected from within the waste dump via several vertical wells. A surface network of pipelines transports the gas to the gas treatment facility. The treated landfill gas is burnt via gas engines to generate electricity or destructed via the flare system
Landfill gas utilisation equipment systems is an integral part of our core business. Our systems focussed on the best technical and financially justified use of gas technology. Our solutions are optimised to suit the specific needs of our customers. WGR can provide modular treatment systems tailored to the site specific needs including:
Gas compression
Gas cooling
Gas analysis
Gas de-watering
Gas particle filtering
Gas H2Sremoval (biological / chemical)
Gas Flaring
Power Generation
All systems come with integrated controls connected to the SCADA Monitoring
MINE GAS
Depending on the coal seam characteristics, methane gas is generated from underground coal production. Local environmental requirements often dictate the methane gas be destructed before it is emitted to the atmosphere.
Our wide range of flaring systems can burn methane gas concentration from 20 vol. % up to 95 vol. %, the limiting factor for low methane contents is the oxygen level.
Underground coal extraction often involves variables which can influence the methane gas volumes and concentration levels. These include but are not limited to such things as:
Mining methods
Rates of extraction
Depth of cover
Coal composition
Gas type pre & post drainage
Variances in different mining domains on a specific lease
Interconnection with seams above and below the seam being mined
Impacts of surface constraints regarding location of infrastructure etc.
Our range of mobile gas flares provides for remote deployment and immediate control of peak gas requirements generated by high productivity mining methods such as longwall mining, without losing the ability to interface with fixed base load installations. Our unique “plug and play features” allows us to offer flexibility, lower capital options and staged whole of mine solutions setting us apart from our competitors.
INDUSTRIAL GAS
The safe and efficient destruction of waste gases is essential to industry, numerous applications require the ability to destruct waste gas such as (industrial processes, wood, petrochemical). Gas treatment systems treating gases such as (VOC gas, pyrolysis gas, wood gas, flue gas, benzene gas) can be installed. Should these systems become unavailable the gas must still be destructed. Therefore, many industries around the world have installed flare systems as the main method of disposing waste gas or as a backup system should the primary treatment system be unavailable due to (breakdown, planned maintenance outages) etc.
The successful deployment of industrial flares around the globe has been based on our delivery model being:
Understanding the specific application, performance, and functional requirements
Stringent design and compliance review and verification process
Rigorous safety in design and compliance assessment
Quality manufacturing and factory exit testing process
Detailed installation and commissioning programs, risk based and executed by competent personnel
Operational preparedness and handover planning
Life cycle maintenance strategy
Detailed operational and maintenance training
Comprehensive machine safety file and associated documentation
Ongoing technical, after sales support
Explore our Industrial flare selection for specific design and performance features that include
Automatic temperature control – combustion temperature (1,000 – 1,200) degrees C
Controlled combustion within concealed and insulated combustion chamber
Defined residence time > .3 sec
Burner management and control system
Flame arrestor and failsafe shut device
Support Gas Burners
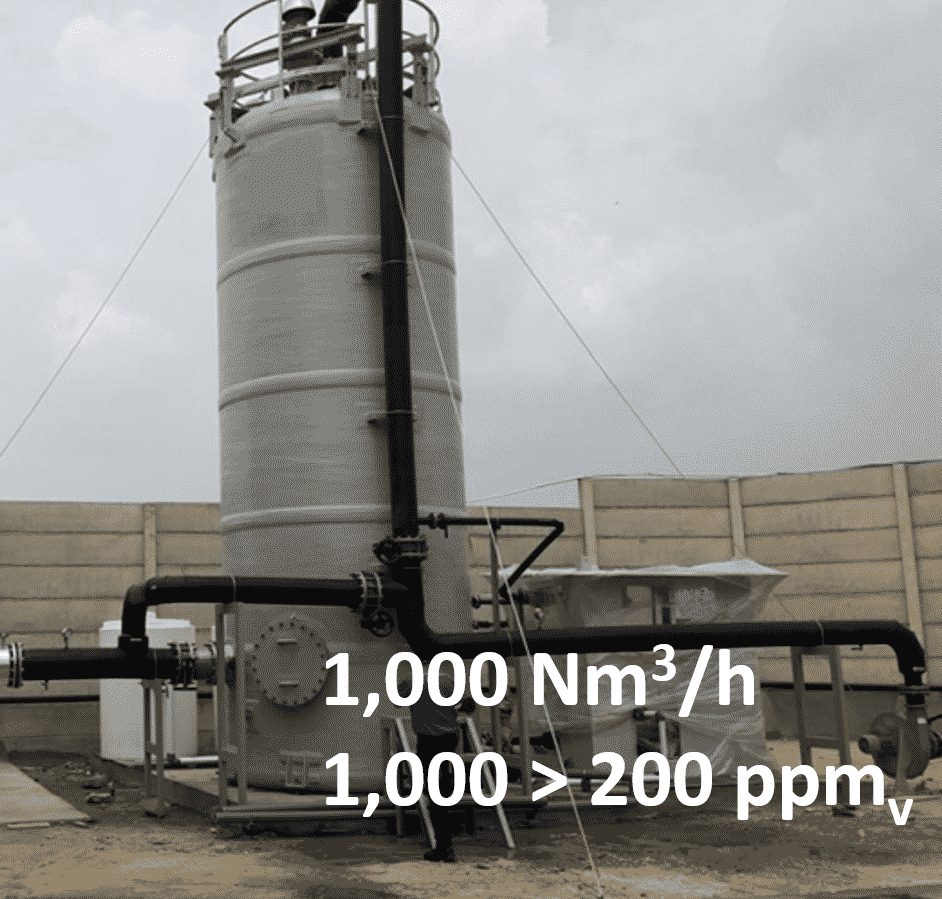
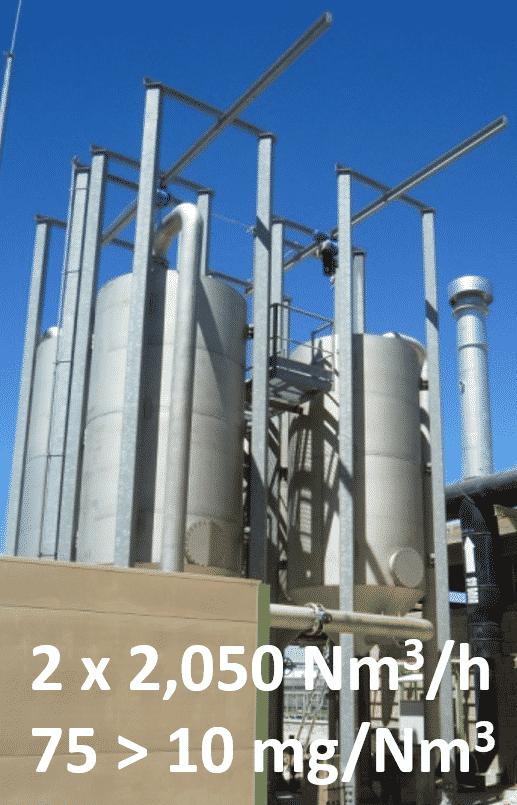
H2S Removal
Main Components:
-FRP Tank(s)
-Process Technique Unit
-Make-up Water Tank
Key Advantages:
-Can be designed for any biogas flow and H2S level
-Can reduce H2S to as low as 50, 100 or 250 ppm
-No consumption of chemicals
-No chemicals added to the treated digester effluent
-Lowest operating costs (OPEX)
-High availability
-Easy to operate and maintain
Alternatives:
-Activated carbon, for lower inlet H2S Concentrations
-Chemical desulphurization
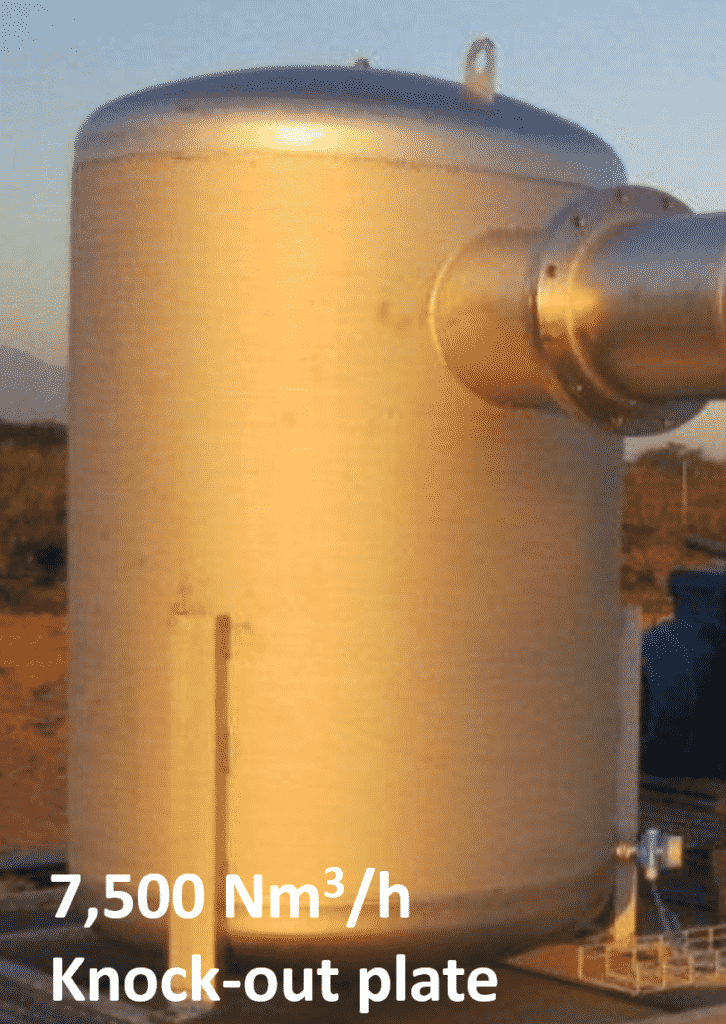
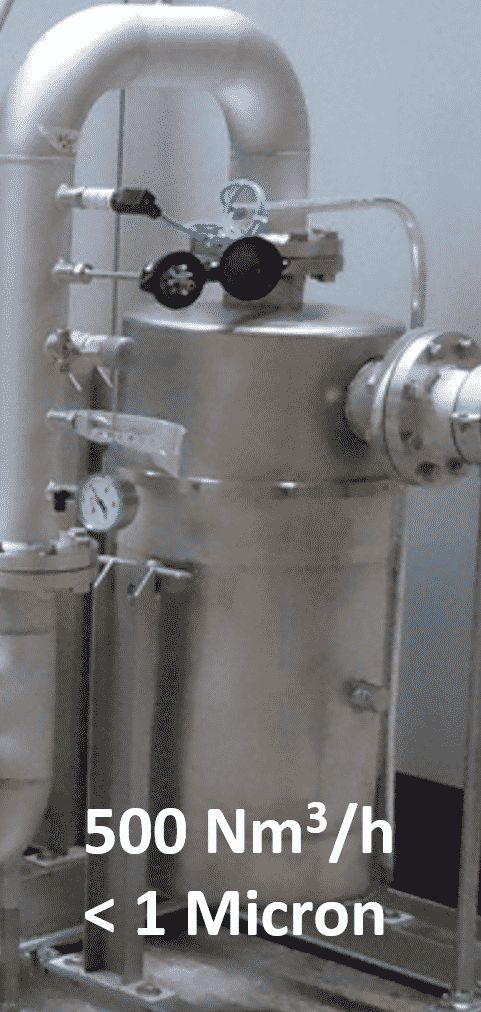
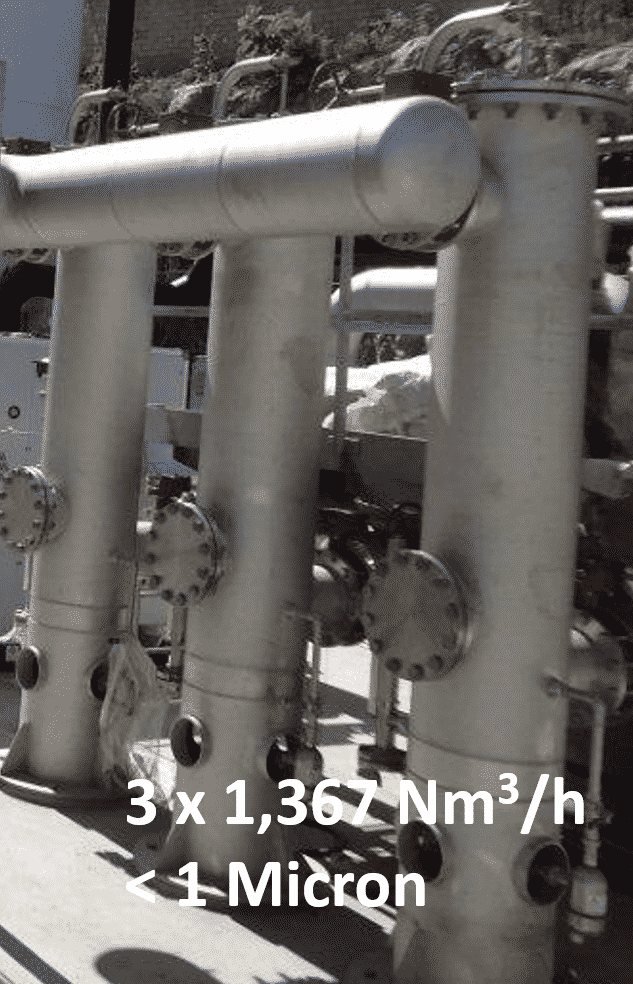
Dewatering
Main Components:
-Vessel from galvanized steel, stainless steel AISI 304 or AISI 316